
よくある質問
よくある質問
三相非同期モーターの故障は、一般に、電気的故障と機械的故障の 2 つの部分に分類できます。
機械的故障には、不適切なサイズのベアリング、ベアリング スリーブ、オイル キャップ、エンド キャップ、ファン、シート、その他の部品の損傷、シャフト部品の磨耗などが含まれます。電気的故障には主に、固定子と回転子の巻線の破損、巻線 (相) 間、接地などがあります。
ステータとロータは相互に絶縁された珪素鋼板でできており、モータの磁気回路の一部です。ステータコアやロータコアの損傷や変形は主に以下のような要因で発生します。
(1)ベアリングの過度の磨耗や組立不良により、ステータとロータが擦れてコア表面が損傷し、珪素鋼板間が短絡し、モータの鉄損が増加し、モータ温度が上昇する高い場合は、細かいヤスリやその他の工具を使用してバリを取り除き、ケイ素鋼片の短い接続を取り除き、洗浄した後、絶縁塗料を塗布し、加熱して乾燥させます。
(2) 鉄心の表面が湿気等により錆びている場合は、サンドペーパーで研磨し、洗浄し、絶縁塗料を塗布してください。
(3) 巻線を接地することにより発生する高熱により、コアやティースが焼けます。ノミやスクレーパーなどの工具を使用して、溶けた材料を除去し、絶縁塗料で乾燥させます。
(4) コアと機械ベースの結合が緩んでいて、元の位置決めネジを締めることができます。位置決めネジが失敗した場合は、位置決め穴を再度開け、機械ベースにタッピングを行い、位置決めネジを締めます。
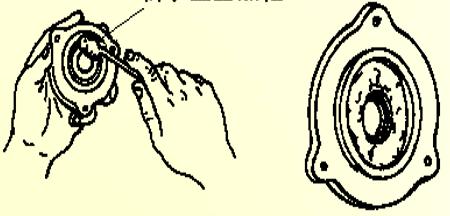
転がり軸受の油が不足すると、骨のような音が聞こえます。不連続なストーキング音が聞こえる場合は、軸受鋼リングの破断の可能性があります。ベアリングに砂等のゴミが混入していたり、ベアリング部分が軽度に磨耗していると、若干の異音が発生します。分解後の確認:まずベアリングの回転体、スチールリングの内側と外側に損傷、錆、傷などがないか検査します。次にベアリングの内輪を手でつまみ、ベアリングを水平にし、外側のスチールリングを押します。一方、ベアリングが良好であれば、外側のスチールリングはスムーズに回転し、振動や回転の明らかな詰まりはなく、停止後の外側のスチールリングの後退はありません。そうでない場合は、ベアリングは使用できなくなります。左手を外側のリングに挟み、右手で内側のスチールリングをつまみ、全方向に力を入れて押すと、押すときに非常に緩いと感じる場合は、深刻な摩耗になります。
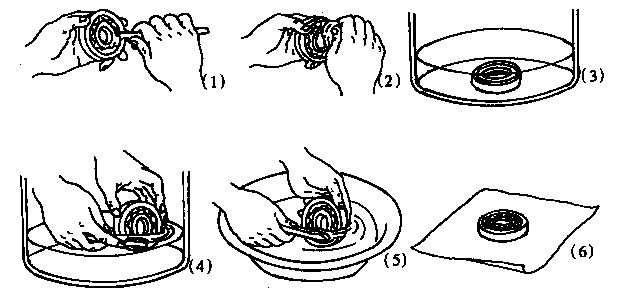
故障修理ベアリング表面の錆びスポットが利用可能 00 サンドペーパーで拭き取り、次にガソリンで洗浄します。ベアリングの亀裂、リングの内側と外側の破損、またはベアリングの過度の摩耗は、新しいベアリングと交換する必要があります。新しいベアリングを交換する場合は、元のベアリングと同じ種類のベアリングを使用してください。ベアリングの洗浄と給油。
ベアリングの洗浄工程:まず鋼球の表面から廃油を削り取ります。残った廃油を綿布で拭き取ります。次にベアリングをガソリンに浸し、スチールボールをブラシでこすります。次にベアリングをきれいなガソリンですすいでください。最後にベアリングを紙の上に置き、ガソリンを蒸発させて乾燥させます。
ベアリングのグリース注入プロセス: 転がりベアリングのグリースを選択する場合、主に考慮すべき点は、使用環境 (湿潤または乾燥)、使用温度、モーター速度などのベアリングの動作条件です。グリースの容量は軸受室容積の 2/3 を超えないようにしてください。
ベアリングに潤滑油を追加するときは、ベアリングの片側から潤滑油を押し込み、余分な油を指でそっとこすり落としてください。鋼球が平らにシールされるまで油を追加できます。 。ベアリングカバーに潤滑油を添加する場合は、多すぎず60~70%程度で十分です。
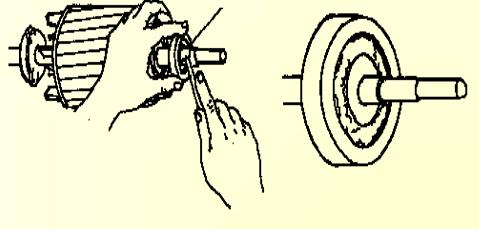
(1) シャフトの曲がりが大きくない場合は、シャフトの直径を研磨したり、スリップリング方法で修復できます。曲がりが0.2mmを超える場合は、シャフトをプレスの下に置き、ショット曲げ圧力を修正し、旋盤切削研削でシャフト表面を修正します。曲がりが大きすぎるなど、新しいシャフトに交換する必要があります。
(2) シャフトネックの摩耗 シャフトネックの摩耗はそれほど多くはなく、ネックにクロムメッキの層を形成し、必要なサイズに研磨することができます。さらに摩耗すると、ネックの肉盛溶接が行われ、次に旋盤での切断と研削が行われる可能性があります。ジャーナルの摩耗が大きすぎる場合は、ジャーナルも 2 ~ 3 mm にし、ジャーナルにホットセットしながらスリーブを回して、必要なサイズまで回転させます。
シャフトの亀裂または破断シャフトの横方向の亀裂の深さはシャフト直径の 10% ~ 15% を超えず、縦方向の亀裂はシャフトの長さの 10% を超えず、肉盛溶接法で修正し、必要なサイズに微旋削することができます。シャフトの亀裂がより深刻な場合は、新しいシャフトが必要です。
ハウジングやエンドカバーに亀裂がある場合は、肉盛溶接により補修する必要があります。軸受穴のクリアランスが大きすぎて、軸受エンドカバーが緩くなりすぎる場合は、パンチを使用して軸受穴壁に均等にバーリングを施し、その後軸受をエンドカバーに挿入し、モータの場合に使用することができます。より大きな出力を使用すると、必要なサイズのベアリングをインレイまたはメッキによって機械加工することもできます。
モーターの取り付けベースが水平ではありません。モーターベースを水平にし、基礎を水平にしてからしっかりと固定してください。
装置がモーター接続部と同心ではありません。同心度を再修正してください。
モーターのローターのバランスが取れていません。ローターの静的または動的バランス。
ベルトプーリーまたはカップリングのバランスが崩れています。プーリーまたはカップリングの校正バランシング。
ローターシャフトヘッドが曲がっている、またはプーリーが偏心している。ローターシャフトを真っ直ぐにし、プーリーを真っ直ぐにセットしてセットを再回転させます。
固定子巻線の接続ミス、局部短絡、地絡により三相電流の不平衡が発生し、ノイズの原因となります。
軸受内部の異物または潤滑油の不足。ベアリングを洗浄し、ベアリング室の 1/2 ~ 1/3 を新しい潤滑剤に交換します。
ステータとハウジング、またはロータコアとロータシャフトの間の変位が緩んでいる。はめあい、再溶接、加工の摩耗状態を確認してください。
ステーターとローターの誤った摩擦。鉄心の頂点を見つけ、研削加工。
モーター動作時の電磁ノイズ。修理で取り除くことは困難です。
| 絶縁クラス | 温度(℃) |
| 絶縁クラス | 温度(℃) |
| Y A E B | 90 105 120 130 | F H C | 155 180 >180 |
① 粘度が低く、固形分含有量が高く、浸漬が容易です。
② 硬化が早く、接着力が強く、弾力性に優れています。
③電気特性、耐熱性、耐湿性、化学的安定性に優れています。
a) シャフトとタイルの隙間が小さすぎます。
b) オイルブラダーの開口部が小さく、オイルの供給が不十分です。
c) 潤滑油の高温。
d) シャフトタイルの研究による損傷。
e) 油戻りが悪く、油供給が不十分である。



